







激光焊接特点及与传统焊接模式的区别
来源:深圳市博特精密设备科技有限公司发布时间:2018-05-09
激光焊接是激光材料加工技术应用的重要方面之一,博特激光激光焊接机主要分为脉冲激光焊接和连续激光焊接两种。
脉冲激光主要用于1 m m厚度以内薄壁金属材料的点焊和缝焊,其焊接过程属于热传导型,即激光辐射加热工件表面,再通过热传导向材料内部扩散,通过控制激光脉冲的波形、宽度、峰值功率和重复频率等参数,使工件之间形成良好的连接。在3 C产品外壳、锂电池、电子元器件、模具补 焊等行业有着大量的应用。脉冲激光焊接最大的优点是工件整体温升很小,热影响范围小,工件变形小。
连续激光焊接大部分都是高功率激光器,功率在500瓦以上,一般1mm以上的板材都应该使用这种激光器。其焊接机理是基于小孔效应的深熔焊,深宽比大,可达到5:1以上,焊接速度快,热变形小。在机械、汽车、船舶等行业有着广泛的应用。还有一部分小功率连续激光器,功率在 几十到几百瓦之间,它们在塑料焊接及激光钎焊这些行业使用得比较多。
1、激光器工作原理
1.1、YAG激光器的工作原理
激光电源首先把脉冲氙灯点着,通过激光电源对氙灯脉冲放电,形成一定频率,一定脉宽的光波,该光波经过聚光腔辐射到Nd 3+:YAG激光晶体上,激发Nd 3+:YAG激光晶体发光,再经过激光谐振腔谐振之后,发出波长为1064nm脉冲激光,该脉冲激光经过扩束、反射、(或经光纤传输)聚焦后打在所要焊接的物体上;在PLC或工业PC机的控制下,移动数控工作台,从而完成焊接。焊接时所需要的脉冲激光的频率、脉宽、波形、工作台速度、移动方向均可用单片机、PLC或工业PC机来控制,通过对激光的频率、脉宽的不同设定可调节控制脉冲激光的能量。
1.2、光纤激光器的工作原理
当泵浦光通过光纤中的稀土离子时,就会被稀土离子所吸收。这时吸收光子能量的稀土原子电子就会激励到较高激射能级,从而实现离子数反转,反转后的离子数就会以辐射形式从高能级转移到基态,并且释放出能量,完成受激辐射。光纤激光器产生的激光通过光纤输出,并与配套的工作台配合,完成相应的焊接。光纤激光器分为脉冲光纤激光器和连续光纤激光器。其中,脉冲光纤激光器可通过激光的峰值功率、频率、脉宽的设定来调节激光脉冲单点能量;连续光纤激光器则通过设定平均激光功率来调节输出激光功率。
1.3、半导体激光器的工作原理
通过一定的激励方式,在半导体物质的能带(导带与价带)之间,或者半导体物质的能带与杂质(受主或施主)能级之间,实现非平衡载流子的粒子数反转,当处于粒子数反转状态的大量电子与空穴复合时,便产生受激发射作用。半导体激光器产生的激光也可通过光纤输出进行焊接。
2、激光焊接特点
激光焊接是一种新型的焊接方式,激光焊接主要针对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等,其特点有:
具有高的深宽比,焊缝宽度小,热影响区小,变形小,焊接速度快。
焊缝平整、美观,焊后无需处理或只需简单处理工序。
焊缝质量高,无气孔,可减少和优化母材杂质,组织焊后可细化,焊缝强度、韧性至少相当于甚至超过母材金属。
可精确控制,聚焦光点小,可高精度定位,易实现自动化。可实现某些异种材料间的焊接。
3、可焊接材料及行业应用
激光焊接可应用于钛、镍、锡、锌、铜、 铝、铬、铌、金、银等多种金属及其合 金,及钢、可伐合金等合金的同种材料间的焊接,也可应用于铜-镍、镍-钛、铜- 钛、钛-钼、黄铜-铜、低碳钢-铜等多种异种金属间的焊接。同时还广泛应用于手机通讯、电子元件、眼镜钟表、首饰饰品、五金制品、精密器械、医 疗器械、汽车配件、工艺礼品等行业。
4、博特激光激光焊接机类型
我司生产的激光焊接机产品类型有:一体式激光焊接机和光纤输出激光器配套焊接系统。光纤输出激光器配套焊接系统是由标准激光器与更加贴近 用户使用需求的焊接工作台(工作站或流水线)构成的系统,提高焊接质量和效率;光纤输出激光器分为:光纤输出脉冲YA G激光器、脉冲光纤激光 器、连续光纤激光器、半导体激光器等。
4.1、激光焊接与传统焊接方式的比较
|
焊接方式 |
热影响区 |
热变形 |
焊缝质量 |
是否添加焊料 |
焊接环境 |
|
|
激光焊接 |
较小 |
较小 |
较好 |
否 |
无特别要求(特殊行业除外) |
|
|
钎焊 |
一般 |
一般 |
一般 |
是 |
整体加温 |
|
|
氩弧焊 |
较大 |
较大 |
一般 |
是 |
需电极 |
|
|
电阻焊 |
较大 |
较大 |
一般 |
否 |
需电极 |
|
|
等离子弧焊 |
一般 |
一般 |
一般 |
是 |
需电极 |
|
|
电子束焊 |
较小 |
较小 |
较好 |
否 |
真空 |
|
4.2、各类型激光器区别
|
激光器 |
脉冲YAG激光器 |
半导体激光器 |
连续光纤激光器 |
脉冲光纤激光器 |
|
激光波长 |
1064nm |
975nm/980nm |
1070nm |
1070nm |
|
出光模式 |
脉冲出光 |
连续出光 |
连续出光 |
可连续可脉冲 |
|
使用范围 |
铝、铝及铝合金、铜及铜合金等金属的点焊,也可焊缝 |
塑料焊接、锡焊 |
铝、铝及铝合金、铜及铜合金等金属的点焊,可以满足密封要求,也可焊缝 |
金属点焊,特别是高反射金属点焊 |
4.3、非光纤输出脉冲YAG激光器和光纤输出脉冲YAG激光器的区别
|
非光纤输出脉冲YAG激光器 |
光纤输出脉冲YAG激光器 |
|
焊点能量高斯分布 |
焊点能量帽形分布,能量均匀 |
|
在不同的功率段,激光焦点高度会变化 |
激光焦点位置固定 |
|
无渐进渐出功能,焊接起始段不稳定,需要预出光 |
有渐进渐出功能,可通过渐进补偿起始段功率稳定和通过渐出来消除焊缝末端重点 |
|
灵活性差,不易与自动化生产线集成 |
灵活性高,易于与自动化生产线的集成 |
|
电流反馈控制 |
激光功率反馈控制 |
4.4、电流反馈控制和激光功率反馈控制的区别

4.5、能量分光、时间分光与高速分光(以三路分光为例)
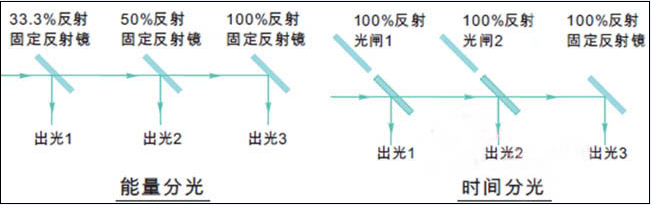
高速分光:除能量分光、时间分光外,博特激光的激光分光方式还有高速分光。与传统光闸不同,高速分光能以平均80Hz的频率快 速切换光路,效率大大提高。其在多工位焊接时,速度优势明显。不仅可大幅节省设备成本,更可有效减少设备占地空间,对应维护成本也可节约下来。
推荐新闻
-
LED灯具的“身份证”:激光打标机的应用与优势
激光打标机在LED灯具行业中的应用非常广泛,主要体现在以下几个方面: 一、产品标识与品牌宣传 1...
2024-11-30 -
光纤激光打标机:金属外壳上的精细艺术雕刻师
光纤激光打标机在金属外壳中的应用已经日益广泛,凭借其高效、精准、环保等优势,在金属加工行业...
2024-07-25 -
光纤激光打标机价格是多少?博特激光为你解答
在现代化的生产环境中,高效的生产设备是提升企业竞争力的关键。其中,光纤激光打标机就是一种能...
2024-06-15 -
激光精密切割机哪个好?
随着科技的不断进步,激光技术已经广泛应用于各个行业,尤其是在制造业中。激光精密切割机作为其...
2024-06-14 -
金属激光切割机价格多少钱一台啊?
金属激光切割机价格多少钱一台啊?金属激光切割机多少钱一台,一般激光切割机报价在几十万上下。...
2024-06-12
