







水泵叶轮激光焊接机技术应用
来源:深圳市博特精密设备科技有限公司发布时间:2018-11-13 01:50:18
水泵叶轮激光焊接机技术,弥补了传统电阻焊焊接的弊端。叶轮前后盖板与叶片的线密封率简直可达100%,流道光滑准确将流道的水力丢失降到最低,最大程度的确保泵的高效运行,下降客户运行成本。
叶轮既指装有动叶的轮盘,是激动式汽轮机转子的组成部分。又指轮盘与设备其上的转动叶片的总称。还指轮盘与设备其上的转动叶片的总称。
离心通风机叶轮的叶片形状有单板型、圆弧型和机翼型等几种。机翼型叶片具有杰出的空气动力学特性,功率高、强度好、刚度大。其缺点是,制作工艺杂乱,而且当运送含尘浓度高的气体时,叶片简略磨损,叶片磨穿后,杂质进入叶片内部,使叶轮失去平衡而发生振荡。平板型直叶片制作简略,但流动特性较差,而平板曲线后向叶片与翼型叶片比较,除高最功率点邻近功率低些外,其它工况点的功率是适当挨近的。
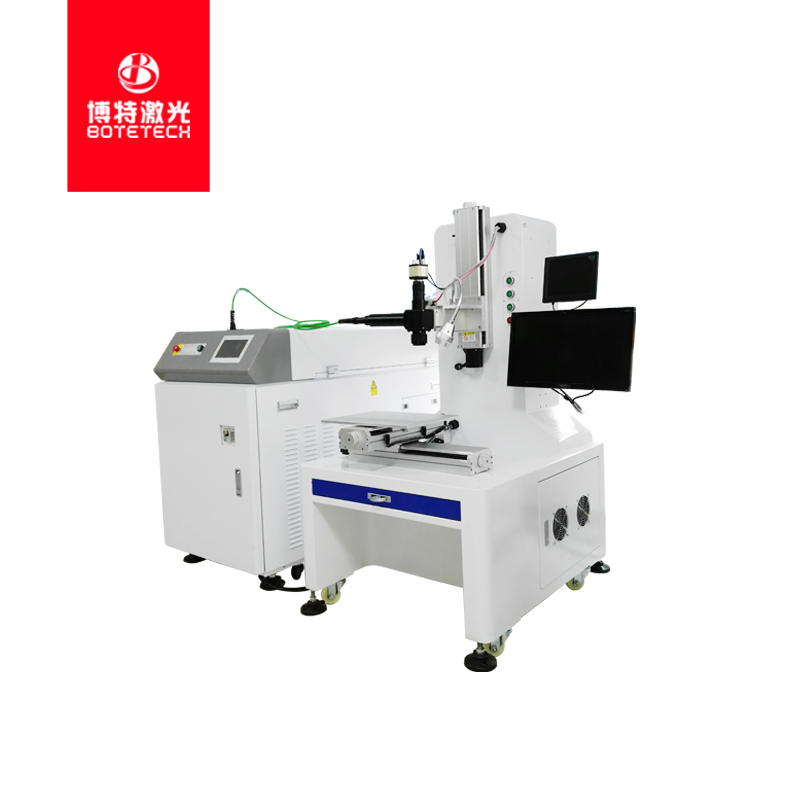
水泵叶轮全自动激光焊接机选用的全新定的思想技能,焊接的速度十分的快、焊接精度较好,光束形式较好,能够实现全新自动焊接定位,出产的功率比其他的激光焊接提高了几倍。这种激光焊接机选用的是主动平台和旋转台和主动升降激光束,根据激光焊接机的软件辅助之下,能够进行自在的修改,操作方法简略。
叶轮激光焊接机特点:
被焊工件X、Y、Z、D轴为步进驱动,满意了大行程的需求;
定位重复精度高;
可焊接点、直线、圆、椭圆及方形等平面恣意轨道;
大功率激光电源,满意24小时大批量出产;
专为激光焊接量身定做的四轴联动操控系统,性能安稳,易上手。

激光焊接叶轮的首要优点:
(1)可将入热量降到最低的需要量,热影响区金相改变规模小,且因热传导所导致的变形亦最低。
(2)32mm板厚单道焊接的焊接工艺参数业经检定合格,可下降厚板焊接所需的时刻乃至可省掉填金属的运用。
(3)不需运用电极,没有电极污染或受损的顾虑。且因不属于触摸式焊接制程,机具的耗费及变形接可降至最低。
(4)激光束易于聚集、对准及受光学仪器所导引,可放置在离工件适当之距离,且可在工件周围的具或妨碍间再导引,其他焊接规律因受到上述的空间约束而无法发挥。
(5)工件可放置在关闭的空间(经抽真空或内部气体环境在操控下)。
(6)激光束可聚集在很小的区域,可焊接小型且距离相近的部件,
(7)可焊原料品种规模大,亦可彼此接合各种异质资料。
(8)易于以主动化进行高速焊接,亦能够数位或电脑操控。
(9)焊接薄材或细径线材时,不会像电弧焊接般易有回熔的困扰。
(10)不受磁场所影响(电弧焊接及电子束焊接则简略),能准确的对准焊件。
(11)可焊接不同物性(如不同电阻)的两种金属
(12)不需真空,亦不需做X射线防护。
(13)能够切换设备将激光束传送至多个工作站。
下一篇:矿泉水日期码在线飞行激光打标机
推荐新闻
-
LED灯具的“身份证”:激光打标机的应用与优势
激光打标机在LED灯具行业中的应用非常广泛,主要体现在以下几个方面: 一、产品标识与品牌宣传 1...
2024-11-30 -
光纤激光打标机:金属外壳上的精细艺术雕刻师
光纤激光打标机在金属外壳中的应用已经日益广泛,凭借其高效、精准、环保等优势,在金属加工行业...
2024-07-25 -
光纤激光打标机价格是多少?博特激光为你解答
在现代化的生产环境中,高效的生产设备是提升企业竞争力的关键。其中,光纤激光打标机就是一种能...
2024-06-15 -
激光精密切割机哪个好?
随着科技的不断进步,激光技术已经广泛应用于各个行业,尤其是在制造业中。激光精密切割机作为其...
2024-06-14 -
金属激光切割机价格多少钱一台啊?
金属激光切割机价格多少钱一台啊?金属激光切割机多少钱一台,一般激光切割机报价在几十万上下。...
2024-06-12
